Kako variti
Avtor:
Monica Porter
Datum Ustvarjanja:
21 Pohod 2021
Datum Posodobitve:
1 Julij. 2024

Vsebina
V tem članku: Priprava WorkStarting WelderThird dela: Dokončajte delo
Obločno varjenje je postopek spajanja dveh ali več materialov z uporabo električno proizvedene toplote. Čeprav je ameriško združenje za varjenje naštelo veliko postopkov varjenja, se bomo v tem prispevku omejili na ukvarjanje s postopkom varjenja z obločno elektrodo, imenovanim tudi varjenje s palicami. Je ena najpogostejših oblik varjenja in ima več možnosti uporabe; ta postopek vam bo omogočil, da enostavno dosežete trajnostne projekte naredi sam, s strokovnim znanjem.
faze
1. del Priprava dela
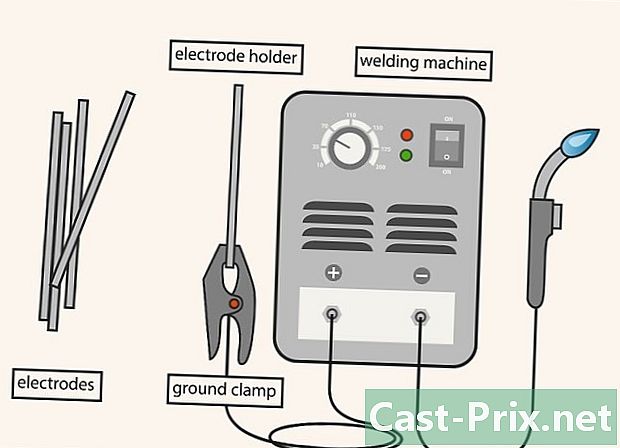
- Zberite svoj material. Za montažo morate imeti varilni stroj, držalo elektrode s priključnim kablom, ozemljitveno sponko z ozemljitvenim kablom, elektrode in osnovno kovino. Za čiščenje zvarkov boste potrebovali tudi udarno kladivo za odstranjevanje usedlin in žično krtačo.
-
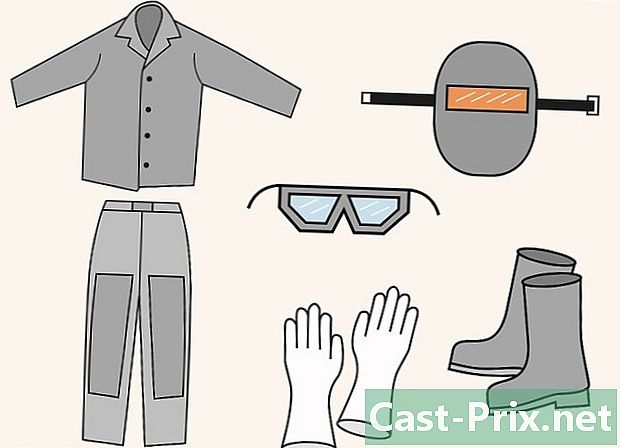
Obujte si varnostno opremo. Sem spadajo čelada varilca (senčilo 10 ali več), jakna varilca ali bombažna jopica, hlače brez manšete, delovni čevlji, rokavice in varnostna očala.- Ne nosite teniški čevlji ali polomljena oblačila ali hlače iz manšete ali pletena ali majica z odprtim žepom ali majica brez rokavov.
-
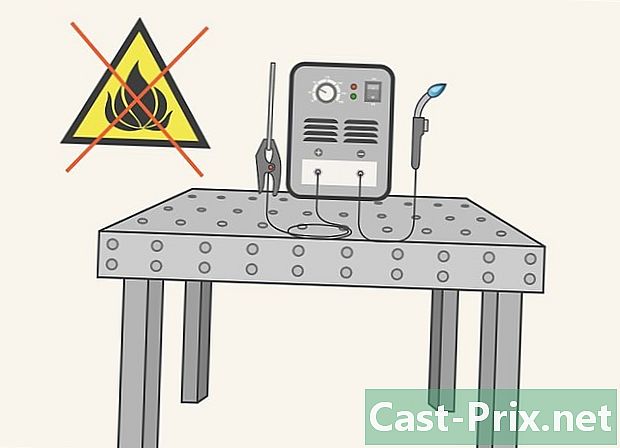
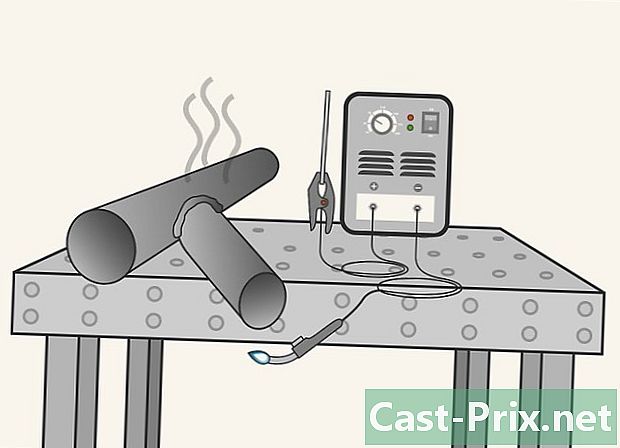
Pripravite delovno postajo. Odstranite vnetljiv material in poiščite primerno delovno površino. Kabel za ozemljitev lahko na primer priključite na kovinsko mizo, vendar ima večina delavnic velik kovinski del, na katerega je priključena ozemljitvena žica.- Če so prisotni drugi ljudje, postavite varilne zavese okoli delovnega prostora. To bo te ljudi zaščitilo pred ultravijoličnimi (UV) žarki.
-
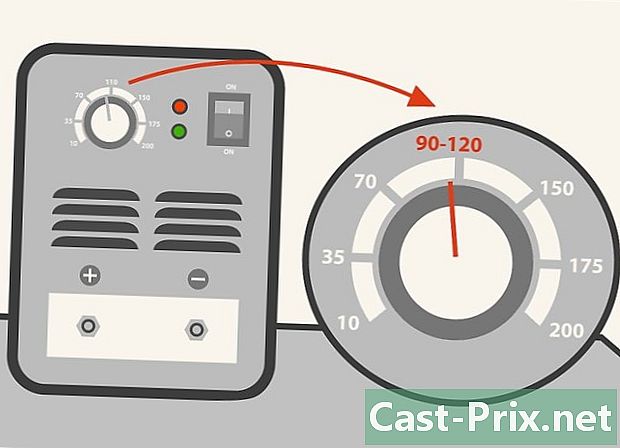
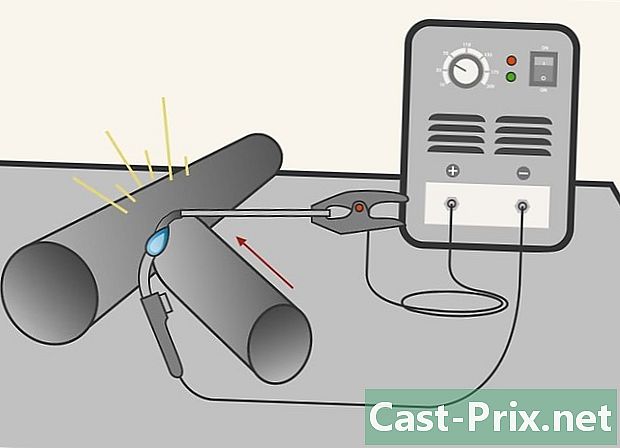
Pripravite varilni stroj. Večina varilnih strojev je precej preprostih. Verjetno bi morali uporabiti intenziteto od 90 do 120 amperov, čeprav je treba to prilagoditi glede na debelino osnovne kovine in premer elektrode. -
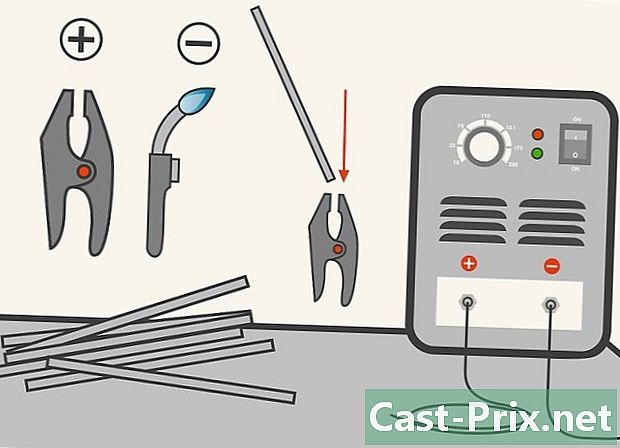
Uporabite pravilno elektrodo. Glede na povezavo kovine, ki jo je treba variti, jo omenimo kot sklop dc pozitivne elektrode (CCEP), ko se kristal naseli iz kovine v elektrodo, kar ima za posledico večji dvig temperature kovine. Pri vgradnji negativne elektrode (CCEN) je učinek obrnjen. Za varjenje s palicami bo namestitev CCEP vašemu varilcu omogočila večjo prodornost. Izbrati morate elektrodo, ki je primerna za izmenično ali enosmerno varjenje, odvisno od vašega stroja. Prepričajte se, da so elektrode suhe.- V primeru DC-varjenja s pozitivno elektrodo (CCEP) so elektrode, ki jih je mogoče uporabiti, naslednje: E6010, E6011, E6013, E7014, E7018, E7024. Za izmenični tok (izmenični tok) lahko uporabimo elektrode E6011, E6013, E7014 in E7018AC.
- Elektrodi E6010 in E6011 sta še posebej primerni za varjenje rjave, barvane ali umazane kovine, ki je niste mogli očistiti.
- Elektroda E6013 je večnamenska elektroda; je idealen za projekte s sklepi, ki se ne prilegajo dobro.
-
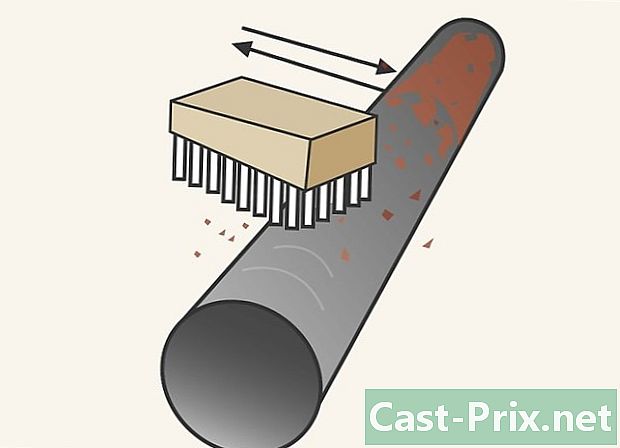
Pred varjenjem kovino očistite. To je mogoče storiti s krtačenjem površine, ki jo je treba variti, z žično krtačo ali brusilko. Kovino očistite s čim več rjave ali barv.- Za razmastitev kovine, zlasti aluminija, uporabite laceton.
- Nikoli ne uporabljajte kloriranih topil, ker vas lahko reakcija, ki se pojavi pri segrevanju varilnega stroja, takoj ubije.
- Sijajna kovina ni nujno čista. S pomočjo brusilke trdega diska odstranite plast skale in izpostavite kovino. To velja zlasti za lacier.
-
Pripravite sklep. S sponkami in zobnikom držite dele skupaj in pravilno nastavite tesnilo.
2. del Začni spajkanje
-
Nalepimo varilni lok. Krvavitev dosežemo tako, da konico palice pritisnemo nad osnovno kovino, nato pa jo hitro potegnemo navzgor ali drgnemo konico palice nad kovino, tako kot pri tekmo. Tako zaprete električni tokokrog, ki povzroči prehod toka, od elektrode do kovine.- Najmodernejše varilne čelade omogočajo jasno videnje do začetka ličinke, nato pa samodejno niansiranje, da zaščitite oči pred ultravijoličnimi (UV) žarki. Za druge cenejše čelade ali stari model uporabite samo vizir, opremljen z zatemnjenim steklom, ki je običajno pretemno, razen med varjenjem. V tem primeru morate ugotoviti, kje želite začeti spajkanje, nato pa z drugo roko, preden začnete ubadati, usmeriti čelado navzdol.
-

Ustvarite bazen z zlitjem z zlitjem. Ko vam uspe ohraniti enakomeren lok, ne bodite pozorni na konec elektrode, temveč se osredotočite na kopel iz staljene kovine. Če želite ustvariti dobro kopel, morate počakati sekundo ali dve, kjer ste začeli, preden premaknete elektrodo.- Višina ličinke ne sme presegati 3 do 4 mm, od vrha elektrode do površine osnovne kovine. To vrzel je treba vzdrževati z nežnim potiskanjem elektrode proti talini spajkalnika. Če se vrzel poveča, bo to povzročilo prekomerne projekcije.
-

Začnite premikati talino skozi kovino. Držite elektrodo pod kotom 90 °. Ne premikajte elektrode prehitro; na splošno načrtujte hitrost, da porabite približno 2,5 cm elektrode za 2,5 cm spajke. Ko premikate kopel za spajkanje, lahko napredujete po ravni liniji (ena cordon varjenje) ali opišite majhne kroge.- Pomembno je vzdrževati konstantno višino loka, to je razdalja med vrhom elektrode in osnovno kovino. To je sprva težko doseči, ker se elektroda nenehno porablja.
- Nadaljujte s premikanjem kopeli do konca sklepa. Ponovno se prepričajte, da ohranjate stalno hitrost in višino loka.
3. način 3. del: Končajte delo
-
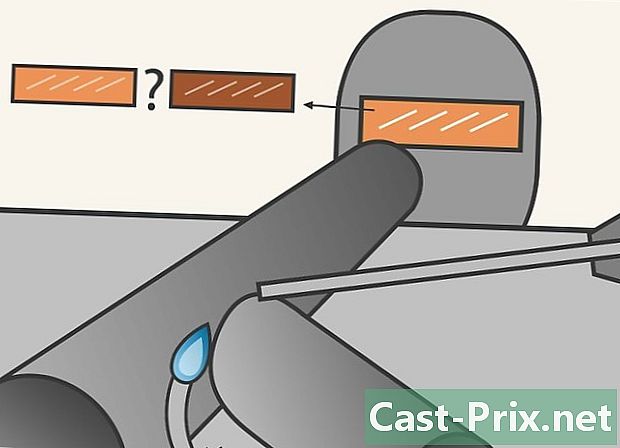
Končajte zvar. Držite elektrodo stran od kovine in pustite, da se nekaj sekund ohladi. Čeprav je kovina še vedno zelo vroča, bo kovina izgubila rdečo barvo. -

Očistite žlindro. Žlindra je ostanek, pridobljen med varjenjem. Staljeno kovino ščiti pred onesnaževali. Naprava žlindre se ne ohladi z enako hitrostjo kot zvarna kroglica in na nekaterih mestih ima mehurje. Po potrebi uporabite kladivo za odstranjevanje žlindre z zvarnega šiva.- Med varjenjem nosite zaščitna očala, da zaščitite oči, ko dvignete masko.
- Vstavite samo žlindro, ki jo je težko odstraniti z lahkimi udarci kladiva, da ne označite zvarnega šiva.
- Za čiščenje zvarnega šiva uporabite žično krtačo. Odstranite čim več odvečnih delcev, še posebej, če boste naredili še en prehod.
-
Preglejte zvar. Zvari začetnika so pogosto slabe kakovosti in njihova odpornost ne zadostuje. Vendar pa se učinkovitost izboljšuje s prakso. Napravite še en prehod, da popravite vrzeli ali nepopolne zvare. -
Pustite, da se kovina ohladi. V praksi bo potopitev kovine v vodo pospešila njeno hlajenje, a tudi oslabila zvar; zato pustite, da se konstrukcijski zvari ohladijo na zunanji zrak.
- Naučite se štirih varilnih položajev. To so: raven položaj, položaj vogala, navpični položaj in položaj stropa. Ta članek govori o ravnem položaju.
- Pri ravnem varjenju je priporočljivo elektrodo postaviti v držalo elektrode pod kotom 90 stopinj; v položaju stropa mora biti elektroda usmerjena neposredno na zunanjo stran.
- Poiščite razrede varjenja na svojem območju. Izvedeli boste veliko več o tehnikah varjenja kot o tem, kar vas lahko nauči vsebina tega članka.
- Če poznate varilca, ga prosite, naj opazuje, kako ste zvarili in preučil svoje zvarke. Njegova opažanja vam lahko pomagajo odpraviti morebitne pomanjkljivosti.
- Luč spajkalnega loka je izdelan iz močnih ultravijoličnih (UV) žarkov. Dolga izpostavljenost, tako kot sončni svetlobi, lahko povzroči raka.
- Intenzivna svetloba bo poškodovala vaše oči in udarec loka predstavlja izjemno neprijetno nesrečo. Izgorelost oči je podobna sončnim opeklinam na koži. Takšno gorenje s svetlobo električnega loka lahko povzroči nastanek žuljev. Ti majhni vodni pretisni omoti na očesni jabolki razpočijo med mahanjem vek in izpostavljajo lezije okoliški atmosferi. Nastala bolečina je primerljiva z bolečino po vnosu soli v oči. Tkiva se obnavljajo, ko celjenje napreduje, vendar hude ali ponavljajoče opekline lahko ustvarijo dovolj brazgotin, da povzročijo slepoto.
- Na varilni lok ne glejte brez zaščitnega stekla, namenjenega varjenju, in s pravilnim odtenkom. Potrebovali boste vsaj kozarec senčila 9. Večja kot je uporabljena intenzivnost, večja je motnost stekla in veliko število odtenkov. Spodnja stekla temnejših številk so primerna za mletje in rezanje. Ne pozabite tudi, da se lastnosti oči razlikujejo glede na posameznike. Temen kozarec je morda primeren za eno osebo, vendar ni dovolj za drugo osebo, ki opravlja isto delo.
- Za večino postaj za varjenje z lokom morate upoštevati cikel delovanja.To pomeni, da lahko spajkanje dlje kot določeno obdobje poškoduje opremo. Večina majhnih, poceni varilnih strojev ima 20-odstotni delovni cikel. Obratovalna stopnja ali faktor dajatve je izražen kot odstotek 10-minutnega obdobja. Stroj z 20% delovnim ciklom lahko varite 2 minuti v 10 minutah. Preostalih 8 minut se stroj ohladi. Visok obratovalni cikel ustreza visokemu času varjenja. Največji stroji imajo delovni cikel do 60%, kar ustreza 6 minutam varjenja v 10 minutah, preostalih 4 minut pa je rezerviranih za hlajenje stroja.
- Za gašenje požara imejte gasilni aparat, vedro vode, peska, cev za vodo ali drugo primerno sredstvo.
- Če vas oči opečejo z udarcem, ne uporabljajte izdelka, da bi izginili pordelost. Krvne žile poškodovanega očesa se razširijo, kar omogoča dotok krvi, ki lahko omili opekline. Priliv krvi spodbuja celjenje, tako da očesu prinese presežek protiteles in več kisika. Naravne solze pomagajo pomiriti in zdraviti opečene oči.
- Naj ima nekdo pri sebi, da spremlja, kaj počnete, in izboljša vašo varnost. Za prve zvare vadite z izkušenim varilcem.
- Varilni stroji so lahko nevarni. Pazljivo preberite način uporabe, vključno z vse opozorila in naredite vse, da zagotovite svojo varnost in varnost tistih okoli sebe. Ne varite v bližini gorljivih materialov. Ne varite kovin, ki so v stiku z gorivom, kot so kovine iz rezervoarjev za gorivo.
- Nikoli ne uporabljajte surovega krompirja na žganih očeh. Krompir lahko vsebuje nalezljive bakterije. Sterilni hladni obkladek bo pomagal odpraviti vročino in pekoče občutke, ne da bi v oko vnesli škodljive mikrobe.
- Par varnostnih očal
- Varilni stroj s kleščami in kabli
- Elektrode
- Spajkanje kovine
- Kladivo za vbod
- Žična krtača
- Varilna čelada 10 ali več
- Par rokavic za varjenje manšete
- Par delovnih čevljev
- Hlače brez podloge
- Varilni jopič
- Gasilni aparat
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
Svetujemo

Kako slikati z gvašem
V tem članku: eznanite e z materialom Priprava in začetek likeFiniška lika11 Reference Gouache je zelo vetranka barva na vodni onovi, ki lahko utvari čudovite like v vetlih in vetlih barvah. Preproto ...

Kako barvati žarnice
V tem članku: Barvanje žarnicPreoblikovanje žarnic v okrakeUtvarite vaze21 Reference Če želite ovetliti obo pobarvanimi žarnicami, vam bo to zelo enotavno. Potrebovali bote vaj eno 40-vatno ali manjš...